- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






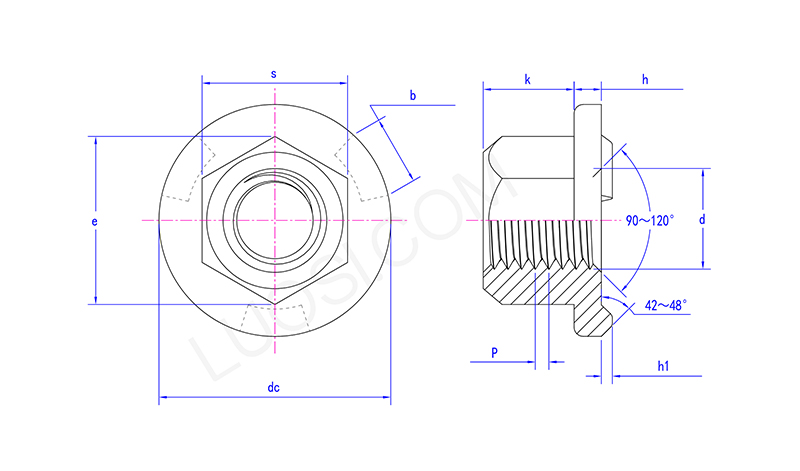
ఫ్లాంజ్తో అధిక బలం వెల్డ్ షడ్భుజి గింజ
ఫ్లాంజ్తో అధిక బలం వెల్డ్ షడ్భుజి గింజ యొక్క ముఖ్య ప్రయోజనం ఏమిటంటే, వాటి అధిక పుల్-అవుట్ బలం, వైబ్రేషన్ నిరోధకత మరియు అసెంబ్లీ సమయంలో సమలేఖనం యొక్క సౌలభ్యం కలయిక. Xiaoguo® పోటీ ధరలను మరియు సమర్థవంతమైన అంతర్జాతీయ షిప్పింగ్ సేవలను అందిస్తుంది. మేము ఉచిత నమూనాలను అందించగలము.
మోడల్:Q 366-2012
విచారణ పంపండి
ఉత్పత్తి వివరణ
కార్బన్ స్టీల్ హై స్ట్రెంగ్త్ వెల్డ్ షడ్భుజి గింజలు సాధారణంగా 5, 8, లేదా 10 (ASTM A563 నుండి) లేదా 8, 10, 12 వంటి సారూప్య ISO ప్రాపర్టీ క్లాస్ల వంటి గ్రేడ్లకు సరిపోతాయి. ఇవి నిర్దిష్ట యాంత్రిక లక్షణాలను కలిగి ఉన్నాయని నిర్ధారిస్తుంది. స్టెయిన్లెస్ స్టీల్లు సాధారణంగా ASTM A194/A194M లేదా ASME ప్రమాణాలకు అనుగుణంగా ఉంటాయి, ఇవి వాటి రసాయన అలంకరణను కవర్ చేస్తాయి మరియు అవి తుప్పును ఎంతవరకు నిరోధిస్తాయి, ఈ గింజలకు సంబంధించిన అంశాలు.
| సోమ | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 గరిష్టంగా | 1.1 | 1.3 | 1.3 | 1.3 |
| h1 నిమి | 0.9 | 1.1 | 1.1 | 1.1 |
| dc గరిష్టంగా | 22.5 | 26.5 | 30.5 | 33.5 |
| dc నిమి | 21.5 | 25.5 | 29.5 | 32.5 |
| ఇ నిమి | 13.6 | 16.9 | 19.4 | 22.4 |
| h గరిష్టంగా | 2.75 | 3.25 | 3.25 | 4.25 |
| h నిమి | 2.25 | 2.75 | 2.75 | 3.75 |
| b గరిష్టంగా | 6.1 | 7.1 | 8.1 | 8.1 |
| బి నిమి | 5.9 | 6.9 | 7.9 | 7.9 |
| k నిమి | 9.64 | 12.57 | 14.57 | 16.16 |
| k గరిష్టంగా | 10 | 13 | 15 | 17 |
| గరిష్టంగా | 13 | 16 | 18 | 21 |
| నిమి | 12.73 | 15.73 | 17.73 | 20.67 |
ముందుజాగ్రత్తలు:
అధిక బలం గల వెల్డ్ షడ్భుజి గింజను సరిగ్గా అంచుతో ఉంచడం అంటే సరైన వెల్డింగ్ దశలను ఉపయోగించడం. గింజను సరైన ప్రదేశంలో అమర్చాలి మరియు వర్క్పీస్ ఉపరితలంపై గట్టిగా పట్టుకోవాలి - ఉపరితలం శుభ్రంగా మరియు సిద్ధంగా ఉందని నిర్ధారించుకోండి. ప్రొజెక్షన్ వెల్డింగ్ కోసం, మీరు సరైన కరెంట్, సమయం మరియు ఒత్తిడిని ఉపయోగించాలి. ఆర్క్ వెల్డింగ్ కోసం, ఇది సరైన సాంకేతికత గురించి. ఎలాగైనా, ఈ హక్కును పొందడం ముఖ్యం. మీరు అన్ని మార్గం ద్వారా వెళ్ళే ఒక వెల్డ్ అవసరం, కానీ గింజ యొక్క థ్రెడ్లను గందరగోళానికి గురిచేయకుండా. ఆ విధంగా మీరు ఉమ్మడిని పట్టుకున్నారని నిర్ధారించుకోండి.
ఇన్స్టాలేషన్ సూచనలు:
అధిక బలం వెల్డ్ షడ్భుజి గింజను ఒక అంచుతో అంచుతో ప్రొజెక్షన్ చేయడానికి, మీకు సాధారణంగా ప్రత్యేక ప్రతిఘటన వెల్డర్ అవసరం. ఇది గింజ పరిమాణం మరియు మెటీరియల్ కోసం పని చేసే సరైన ఎలక్ట్రోడ్ ప్రెజర్, కరెంట్ మరియు టైమింగ్ సెట్టింగ్లను కలిగి ఉండాలి. మీ నిర్దిష్ట గింజలకు సరిపోయే సూచించిన సెట్టింగ్ల కోసం తయారీదారుల సమాచార షీట్ను తనిఖీ చేయండి.
హాట్ ట్యాగ్లు: ఫ్లాంజ్, చైనా, తయారీదారు, సరఫరాదారు, కర్మాగారంతో అధిక బలం వెల్డ్ షడ్భుజి గింజ
సంబంధిత వర్గం
షడ్భుజి గింజ
స్క్వేర్ నట్
షడ్భుజి ఫ్లాంజ్ గింజ
లాక్ నట్
క్యాప్ నట్
షడ్భుజి స్లాట్డ్ నట్
హ్యాండ్ స్క్రూ ది నట్
గుండ్రని గింజ
హబ్స్ నట్స్
T-గింజ
రెల్లు గింజ
ఇతర గింజలు
విచారణ పంపండి
దయచేసి దిగువ ఫారమ్లో మీ విచారణను ఇవ్వడానికి సంకోచించకండి. మేము మీకు 24 గంటల్లో ప్రత్యుత్తరం ఇస్తాము.