- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






సమయం ఆదా క్లిన్చింగ్ నట్
ఇన్స్టాలేషన్ సమయంలో, సమయం ఆదా చేసే క్లిన్చింగ్ గింజ చుట్టుపక్కల ఉన్న షీట్ మెటల్ను వైకల్యం చేస్తుంది, ఇది బలమైన యాంత్రిక ఇంటర్లాక్ను సృష్టిస్తుంది. Xiaoguo® బోల్ట్లు, గింజలు మరియు స్క్రూలను తయారు చేసే నమ్మకమైన సరఫరాదారు.
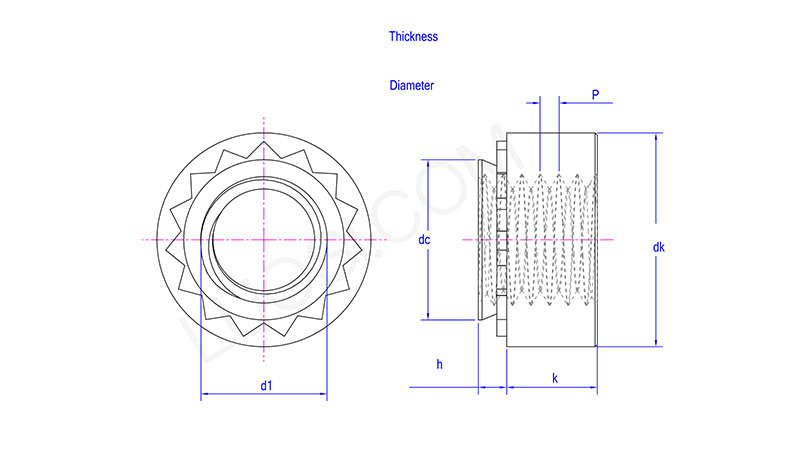
మోడల్:QIB/IND CLA
విచారణ పంపండి
ఉత్పత్తి వివరణ
క్లిన్చింగ్ నట్ను సరిగ్గా ఇన్స్టాల్ చేయడానికి సమయాన్ని ఆదా చేయడానికి, మీకు అనుకూలమైన ప్రెస్ అవసరం-హైడ్రాలిక్, న్యూమాటిక్ లేదా సర్వో-ఎలక్ట్రిక్-టన్నుపై మంచి నియంత్రణతో పాటు సరిగ్గా తయారు చేయబడిన సాధనాలు (పంచ్ మరియు డై సెట్). పంచ్ నేరుగా గింజపైకి నెట్టి, సహాయక డై కేవిటీపై అమర్చిన షీట్ మెటల్లోకి డ్రైవ్ చేస్తుంది. బాగా రూపకల్పన చేయబడిన డై మెటీరియల్ నియంత్రిత మార్గంలో గింజ యొక్క క్లిన్చింగ్ భాగాలలోకి ప్రవహిస్తుంది. శక్తిని స్థిరంగా ఉంచడం మరియు ప్రతిదీ సమలేఖనం చేయడం చాలా ముఖ్యం. మీరు తగినంత శక్తిని ఉపయోగించకపోతే, క్లిన్చ్ బలహీనంగా ఉంటుంది. చాలా ఎక్కువ ఉపయోగించండి మరియు మీరు గింజ లేదా షీట్ను పాడు చేయవచ్చు. మరియు మీరు ముందుగా ఏదైనా ముందుగా థ్రెడ్ చేయవలసిన అవసరం లేదు.
వర్తించే దృశ్యాలు:
షీట్ మెటల్ను సమర్ధవంతంగా కలపడానికి అవసరమైన పరిశ్రమలలో సమయం ఆదా చేసే క్లిన్చింగ్ గింజలు చాలా ఉపయోగించబడతాయి. మీరు వాటిని కార్లలో కనుగొంటారు-బాడీ ప్యానెల్లు, బ్రాకెట్లు, ఛాసిస్ భాగాల కోసం. అవి ఎన్క్లోజర్లు, రాక్లు మరియు హీట్ సింక్లు వంటి ఎలక్ట్రానిక్స్లో కూడా ఉన్నాయి. HVAC సిస్టమ్లు వాటిని డక్టింగ్ మరియు యూనిట్లలో కూడా ఉపయోగిస్తాయి. గృహోపకరణాలు, వాటి ఫ్రేమ్లు మరియు హౌసింగ్లు, టెలికమ్యూనికేషన్ క్యాబినెట్లు, ఫర్నిచర్ మరియు లైటింగ్-అవన్నీ సమయాన్ని ఆదా చేసే క్లిన్చింగ్ నట్లను ఉపయోగిస్తాయి.
షీట్ మెటల్ (మరియు సిట్టింగ్ ఫ్లష్) నుండి అతుక్కొని బలమైన, ఆధారపడదగిన థ్రెడ్ స్టడ్ అవసరమయ్యే ఏదైనా ఉద్యోగం, సమయం ఆదా చేసే నట్తో బాగా పనిచేస్తుంది. ఇది ఆ స్థూలమైన వెల్డ్ గింజలు లేదా వదులుగా ఉండే ఫాస్టెనర్లను భర్తీ చేస్తుంది, డిజైన్ మరియు తయారీ రెండింటినీ సులభతరం చేస్తుంది.
| సోమ | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| dc గరిష్టంగా | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| మౌంటు రంధ్రాల వ్యాసం min |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| మౌంటు రంధ్రాల వ్యాసం గరిష్టంగా |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| dk నిమి | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk గరిష్టంగా | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| h గరిష్టంగా | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h కోడర్ | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k గరిష్టంగా | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k నిమి | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| మౌంటు ప్లేట్ min మందం |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
యాంటీ రస్ట్ చికిత్స:
ఈ గింజ తరచుగా తుప్పును నిరోధించడానికి మరియు మెరుగ్గా కనిపించడానికి ఉపరితల చికిత్సలను కలిగి ఉంటుంది. సాధారణమైన వాటిలో జింక్ లేపనం-క్లియర్, పసుపు లేదా నలుపు-జింక్-నికెల్ ప్లేటింగ్, జియోమెట్® (విద్యుద్విశ్లేషణేతర అకర్బన పూత) మరియు స్టెయిన్లెస్ స్టీల్ కోసం పాసివేషన్ ఉన్నాయి. పూత క్లిన్చింగ్ ప్రక్రియ యొక్క అధిక పీడనానికి వ్యతిరేకంగా చిప్పింగ్ లేకుండా పట్టుకోవాలి.
హాట్ ట్యాగ్లు: టైం ఆదా క్లించింగ్ నట్, చైనా, తయారీదారు, సరఫరాదారు, ఫ్యాక్టరీ
సంబంధిత వర్గం
షడ్భుజి గింజ
స్క్వేర్ నట్
షడ్భుజి ఫ్లాంజ్ గింజ
లాక్ నట్
క్యాప్ నట్
షడ్భుజి స్లాట్డ్ నట్
హ్యాండ్ స్క్రూ ది నట్
గుండ్రని గింజ
హబ్స్ నట్స్
T-గింజ
రెల్లు గింజ
ఇతర గింజలు
విచారణ పంపండి
దయచేసి దిగువ ఫారమ్లో మీ విచారణను ఇవ్వడానికి సంకోచించకండి. మేము మీకు 24 గంటల్లో ప్రత్యుత్తరం ఇస్తాము.